










Billes en acier inoxydable AISI304 316 430 440 légères de 0,35 mm à 50,8 mm HRC50-55, utilisées dans les roulements
Description du produit
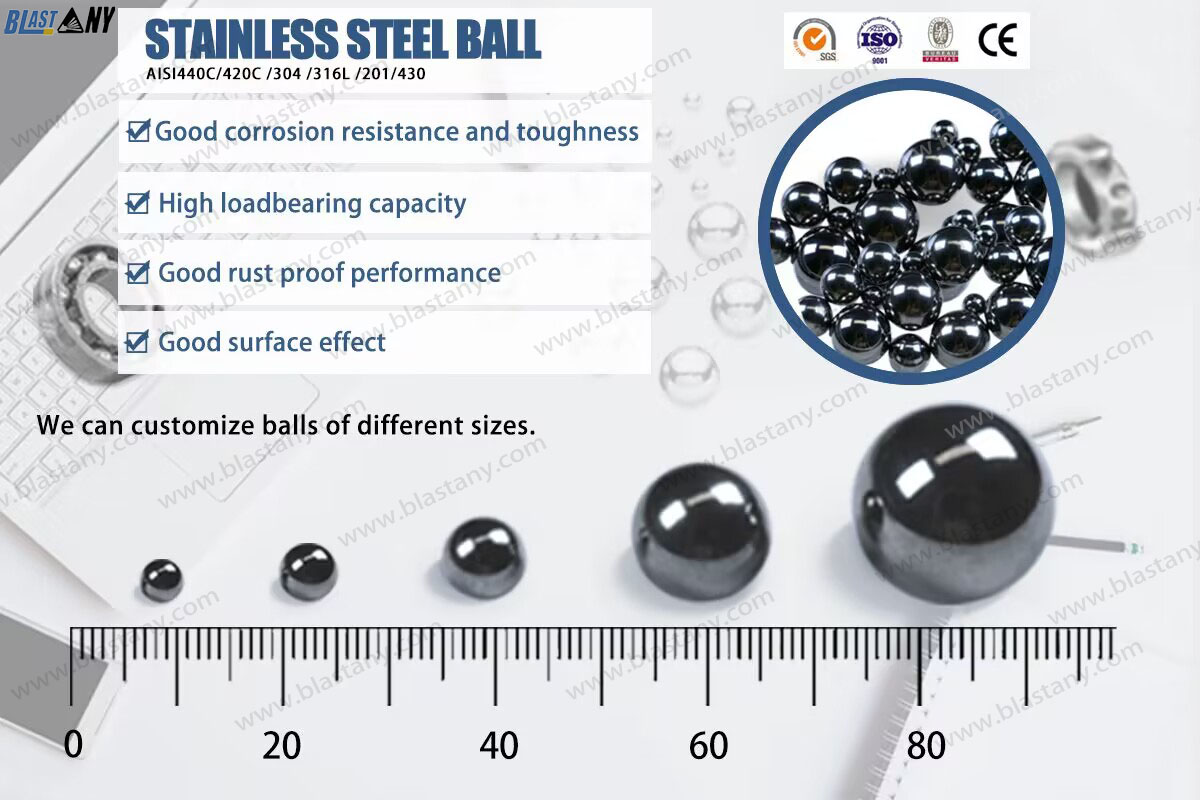
Les billes en acier inoxydable résistent à la corrosion par des agents tels que les solutions oxydantes, la plupart des produits chimiques organiques, les produits alimentaires et les solutions stérilisantes. Elles présentent une résistance modérée à l'acide sulfurique. Des propriétés amagnétiques sont disponibles sur demande. Elles sont utilisées notamment dans les aérosols, les pulvérisateurs, les pompes à doigt, les mélangeurs de machines à lait, les équipements de transformation des aliments et les applications médicales.
Bille en acier inoxydable AISI 440C
Taille : 0,35 mm - 50,8 mm
Qualité : G10, G16, G40, G60, G100, G200.
Dureté : HRC56-58, les billes en acier inoxydable Hartford 440C sont passivées pour éliminer les contaminants de fer libres et faciliter la formation spontanée d'un film passif protecteur.
Magnétique : Acier martensitique, magnétique
Caractéristiques : haute précision, bonne résistance à la corrosion, forte résistance à la rouille et à l'usure.
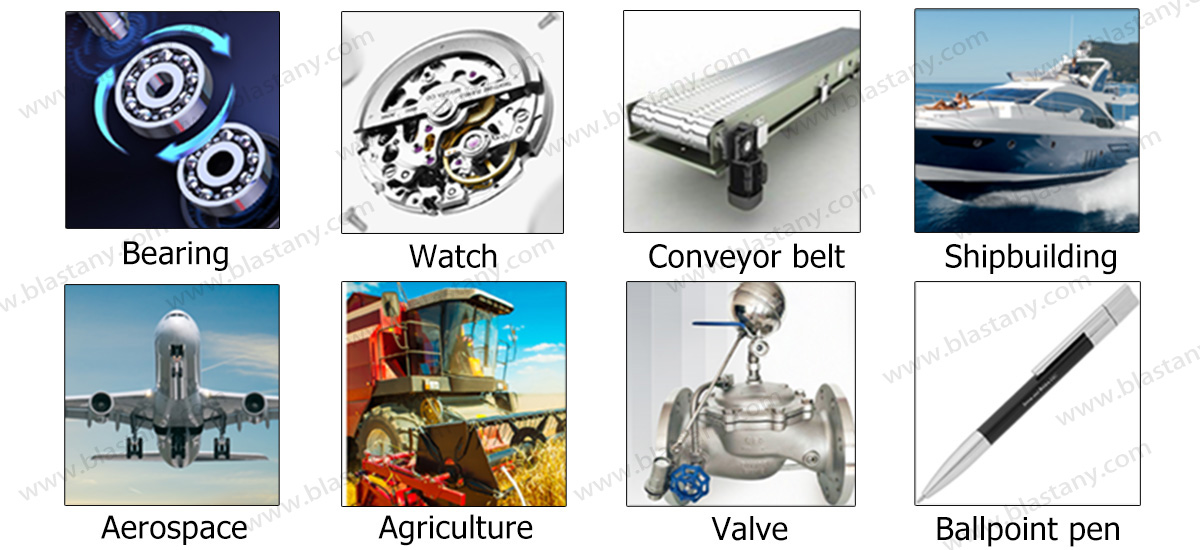
Applications : Roulements, emboutissage, pièces hydrauliques, vannes, aérospatiale, joints, équipements de réfrigération, instruments de haute précision, etc.
| Composition chimique | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,95-1,10 | ≤0,80 | ≤0,80 | ≤ 0,04 | ≤ 0,03 | ≤0,60 | 16,0-18,0 | 0,75 | |
Bille en acier inoxydable AISI 420C
Taille : 0,35 mm - 50,8 mm
Qualité : G10-G1000
Dureté : HRC50-55
Magnétiques : Acier martensitique, magnétique, bonne résistance à la rouille, dureté élevée. Les billes en acier inoxydable AISI 420 présentent une excellente résistance à l'usure et une excellente dureté. Leur dureté est légèrement inférieure et leur résistance à la corrosion supérieure à celle du 440C.
Caractéristiques : Communément connu sous le nom de fer inoxydable, bonne résistance à la corrosion et ténacité.
Applications : Tous types de machines de précision, roulements, équipements électriques, appareils électroménagers, pièces automobiles, etc.
| AISI 420C(4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,36-0,43 | ≤0,80 | ≤1,25 | ≤ 0,035 | ≤ 0,03 | ≤0,60 | 12,0-14,0 | ≤0,60 |
Bille en acier inoxydable 430
Diamètre : 1MM-50,80MM
Dureté : HRC26
Qualité : G10-G1000
Caractéristiques : prix bas, faible résistance à la rouille.
Application : quincaillerie, ornements, accessoires, cosmétiques, industrie, industries à faibles exigences en matière de performances antirouille. Agitateurs cosmétiques, vernis à ongles et eye-liners, échangeurs de chaleur, instruments de mesure et billes de soupape.
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,12 | ≤1,0 | ≤1,0 | ≤ 0,04 | ≤ 0,03 | - | 16,0-18,0 | - |
Bille en acier inoxydable AISI 304
Taille : 0,5 mm - 63,5 mm
Nuance : G80-G500
Dureté : ≤HRC21
Magnétique : Acier austénitique, non magnétique
Caractéristiques : forte résistance à la rouille, bonne résistance à la corrosion. Largement utilisé, bonne performance antirouille, bon effet de surface, certification de protection de l'environnement.
Applications : appareils électroménagers tels que valves, flacons de parfum, vernis à ongles, biberons, pièces automobiles, climatiseurs, appareils électriques, cosmétiques, glissières de roulement, équipements médicaux, bijoux et de nombreuses autres industries.
| Composition chimique | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤ 0,08 | ≤1,00 | ≤2,00 | ≤ 0,045 | ≤ 0,03 | 8,0-10,5 | 18,0-22,0 | |
Bille en acier inoxydable AISI 316L
Taille : 1,0 mm - 63,5 mm
Nuance : G80-G500
Dureté : ≤HRC26
Magnétique : Acier austénitique, non magnétique
Caractéristiques : le plus adapté aux industries ayant des exigences élevées en matière d'anticorrosion, et la capacité antirouille est très forte, excellente résistance à la corrosion (en dehors des acides chlorhydriques), acier inoxydable austénitique non durcissable
Applications : La bille en acier inoxydable AISI 316L peut être utilisée pour les équipements médicaux, l'industrie chimique, l'aviation, l'aérospatiale, la quincaillerie en plastique, les flacons de parfum, les pulvérisateurs, les vannes, le vernis à ongles, les moteurs, les interrupteurs, le fer, les machines à laver, les réfrigérateurs, les climatiseurs, les matériaux médicinaux, les pièces automobiles, les roulements, les instruments, les bouteilles.
Bille en acier inoxydable AISI 316L
| Composition chimique | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤ 0,08 | ≤1,00 | ≤2,00 | ≤ 0,045 | ≤ 0,03 | 12,0-15,0 | 16,0-18,0 | 2.0-3.0 | |
Emballage du produit
A) Emballage intérieur : Un emballage sec ou un emballage d'huile sont fournis selon vos besoins.
B) Emballage extérieur :
1) tambour en fer + palette en bois/fer.
2) Sac en polyéthylène de 25 kg + carton + palette en bois ou boîte en bois.
emballage personnalisé.

Paramètre du produit
| Notre bille en acier inoxydable comprend 440C 420C 304 316 201, la composition chimique est la suivante | |||||||||
| Composition chimique (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| Bille en acier inoxydable AISI440C | 0,95-1,2 | 16-18 | ≤0,80 | ≤0,80 | ≤ 0,04 | ≤ 0,03 | ≤ 0,75 | ≤0,6 | ---- |
| Bille en acier inoxydable AISI420C | 0,26-0,43 | 12-14 | ≤0,80 | ≤1,25 | ≤ 0,035 | ≤ 0,03 | ≤0,6 | ≤0,6 | ---- |
| Bille en acier inoxydable AISI304 | ≤ 0,08 | 18-22 | ≤1,0 | ≤2,0 | ≤ 0,045 | ≤ 0,03 | ---- | 8-10 | ---- |
| Bille en acier inoxydable AISI316L | ≤ 0,08 | 16-18 | ≤1,0 | ≤2,0 | ≤ 0,045 | ≤ 0,03 | 2.0-3.0 | 12-15 | ---- |
| Bille en acier inoxydable AISI201 | ≤ 0,15 | 16-18 | ≤1,0 | 5,5-7,5 | ≤ 0,045 | ≤ 0,03 | ---- | 0,35-0,55 | 1,82 |
| Bille en acier inoxydable AISI430 | ≤0,12 | 16-18 | ≤1,0 | ≤1,0 | ≤ 0,04 | ≤ 0,03 | ---- | ---- | ---- |
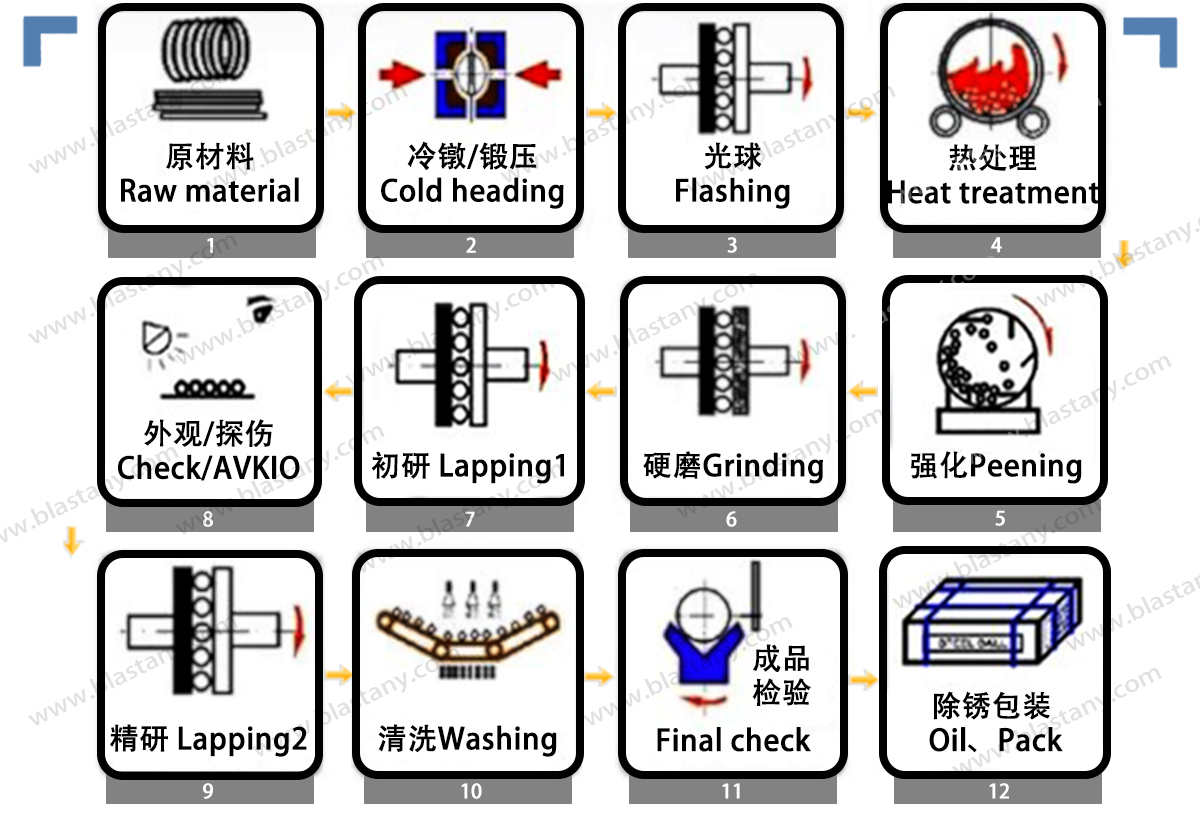
Flux de production
Inspection des matières premières
La matière première se présente sous forme de fil. Elle est d'abord inspectée visuellement par des inspecteurs qualité afin de vérifier sa qualité et d'identifier d'éventuels défauts. Ensuite, le diamètre est vérifié et les certificats de la matière première sont examinés.
Frappe à froid
La machine de frappe à froid découpe une longueur spécifique de fil en lopins cylindriques. Ensuite, les deux moitiés hémisphériques de la matrice de frappe donnent à l'ensemble une forme sensiblement sphérique. Ce processus de forgeage est réalisé à température ambiante et une légère quantité de matériau additif est ajoutée pour assurer un remplissage complet de la cavité de la matrice. La frappe à froid est réalisée à une cadence très élevée, avec une vitesse moyenne d'une grosse bille par seconde. Les billes plus petites sont frappées à une vitesse de deux à quatre billes par seconde.
Clignotant
Au cours de ce processus, l'excédent de matière formé autour de la bille est détaché. Les billes passent plusieurs fois entre deux plaques de fonte rainurées, éliminant ainsi une petite quantité de matière excédentaire au fur et à mesure de leur roulement.
Traitement thermique
Les pièces sont ensuite traitées thermiquement par trempe et revenu. Un four rotatif est utilisé pour garantir que toutes les pièces supportent les mêmes conditions. Après le traitement thermique initial, les pièces sont immergées dans un réservoir d'huile. Ce refroidissement rapide (trempe à l'huile) produit de la martensite, une phase d'acier caractérisée par une dureté élevée et des propriétés d'usure supérieures. Les opérations de revenu ultérieures réduisent encore les contraintes internes jusqu'à atteindre la limite de dureté finale spécifiée pour les roulements.
Affûtage
Le meulage est effectué avant et après le traitement thermique. Le meulage de finition (également appelé meulage dur) permet de rapprocher la bille de ses exigences finales.La qualité d'une bille métallique de précisionMesure de la précision globale ; plus le chiffre est bas, plus la bille est précise. La nuance de bille englobe la tolérance de diamètre, la circularité (sphéricité) et la rugosité de surface, également appelée état de surface. La fabrication de billes de précision est une opération par lots. La taille du lot est déterminée par la taille des machines utilisées pour les opérations de rectification et de rodage.
Clapotis
Le rodage est similaire à la rectification, mais son taux d'enlèvement de matière est nettement inférieur. Il est réalisé à l'aide de deux plateaux phénoliques et d'une boue abrasive très fine, telle que de la poussière de diamant. Ce procédé de fabrication final améliore considérablement la rugosité de surface. Le rodage est utilisé pour obtenir des billes de haute ou de super-précision.
Nettoyage
Une opération de nettoyage élimine ensuite les fluides de traitement et les résidus abrasifs du processus de fabrication. Les clients exigeant des exigences de nettoyage plus strictes, notamment dans les secteurs de la microélectronique, du médical ou de l'agroalimentaire, peuvent bénéficier des options de nettoyage plus sophistiquées de Hartford Technologies.
Inspection visuelle
Après le processus de fabrication primaire, chaque lot de billes d'acier de précision est soumis à de multiples contrôles qualité en cours de fabrication. Une inspection visuelle est effectuée pour détecter d'éventuels défauts tels que la rouille ou la saleté.
Jauge à rouleaux
Le calibrage à rouleaux est un procédé de tri complet qui sépare les billes d'acier de précision, qu'elles soient trop petites ou trop grandes. Consultez notre documentation séparée.vidéo sur le processus de calibrage des rouleaux.
Contrôle de qualité
Chaque lot de billes de précision est inspecté afin de garantir le respect des exigences de qualité en matière de tolérance de diamètre, de circularité et de rugosité de surface. Au cours de ce processus, d'autres caractéristiques pertinentes, telles que la dureté, ainsi que les exigences visuelles, sont également évaluées.
Catégories de produits
-

Bille en acier à haute/basse teneur en carbone AISI1010/1015/1085 0...
-

Meilleur prix silicium métal Lump/Power 2202 3303 4...
-

Grenaille d'acier moulé de haute qualité avec une résistance élevée à l'usure.
-

Billes d'acier pour broyage de moulage de 10 MM à 130 MM...
-

Alumine fondue rose PA
-

Alumine fondue brune réfractaire à haute dureté
